 Español
Español



Silos de grano húmedo de maíz de la cooperativa de Ivars, en Lleida
El vacuno de carne pasa por un momento delicado. La carestía de las materias primas, que provoca alzas de precios en los piensos, reduce al mínimo la escasa rentabilidad de las explotaciones que se dedican al engorde de terneros. Tras hablar con expertos sobre consejos para obtener un producto de alta calidad, conocemos experiencias llevadas a cabo en Cataluña, donde el grano ensilado de maíz se consolida como alternativa para alimentación de ganado vacuno, tanto destinado a producción de leche como de carne.
El grano húmedo de maíz es un producto de alta calidad nutricional. Someter al maíz, ya sea al conjunto de la espiga o solo al grano, a un proceso de fermentación láctica mejora la digestibilidad de los almidones. La diferencia entre el pastone y el grano húmedo radica precisamente en el material de partida con el que se hace el silo.
Al someter al grano del maíz a un proceso de fermentación láctica se mejora la digestibilidad de los almidones
La tendencia en los últimos años es hacer sólo grano húmedo. Debido a la menor dificultad en su elaboración (no es necesario desgranar la espiga), inicialmente se hacía sobre todo pastone, donde se introduce también fibra (procedente del zuro), pero desde hace unos años se impone el grano húmedo. «Es una buena idea este cambio, porque esa fibra tiene muy poco valor y concentrar es interesante para maximizar almidones, es un producto mejor, hay un diferencial de calidad muy importante. Además, meter solo grano es también una forma de limpeza, porque en el zuro se acumula humedad y el producto es más inestable y delicado», explican desde las cooperativas catalanas de Gissona, dedicada a la cría de pollos, e Ivars, donde lo usan en cebo de terneros, en vacuno de leche y en porcino como una forma de abaratar costes.
El grano húmedo de maíz puede usarse en todas las especies, pero es un producto especialmente interesante en la alimentación de rumiantes
En Galicia únicamente unas pocas ganaderías de producción de leche hacen grano húmedo, pero en granjas catalanas se emplea también en vacuno de carne para el periodo de engorde de los terneros, donde el ensilado de grano de maíz es mayoritario, aunque hay explotaciones que han empezado a probar también a ensilar grano de trigo o cebada.
El grano húmedo de maíz puede usarse en todas las especies (la cooperativa de Gissona lo utiliza en avicultura y en Aragón o Castilla es habitual en porcino), pero es un producto especialmente interesante en la alimentación de rumiantes.
La Cooperativa Avícola de Guissona comenzó su andadura en 1959 y hoy, integrada en bonÀrea Agrupa, es la mayor empresa de la provincia de Lleida
En la cooperativa de Ivars se apostó por este producto hace 8 años, promoviendo su cultivo y su utilización a gran escala. «Para ello, incorporamos el grano húmedo en nuestras fábricas de piensos como ingrediente en todos los piensos granulados, como una materia prima más», explican.
La Cooperativa d’Ivars, creada en 1915 por un grupo de agricultores para la comercialización de alfalfa, cuenta hoy con 4 fábricas de producción de pienso para vacuno, porcino y avicultura. La construcción del Canal de Urgell, en la segunda mitad del siglo XIX, transformó estas tierras de secano en fértiles regadíos y los cultivos de maíz y cereal de riego propiciaron nuevos cambios de orientación y servicios de la cooperativa, ya que la ganadería apareció con fuerza en la comarca.
La Cooperativa d’Ivars, creada en 1915, usa desde hace 8 años el grano húmedo de maíz en sus piensos para aves y porcino, pero sobre todo en cebo de terneros
«Si el grano húmedo es de calidad, puede incorporarse en todos los piensos, desde el de mamones hasta el de la fase de acabado. El porcentaje de inclusión será determinado por el método de fabricación y por la humedad del pienso o mezcla fnal. Si el grano húmedo va a incorporarse a la dieta en carro unifeed, se puede llegar hasta el 40%; en cambio, si se incorpora en el pienso granulado como una materia prima más, no podremos sobrepasar el 15% de incorporación», detallan.
Normalmente se trata de una materia prima más económica por unidad de MS que el maíz seco y de mayor valor nutricional, por lo que contribuirá a abaratar el coste de los piensos sin perjudicar su calidad nutricional.
El grano húmedo puede incorporarse a todos los piensos, desde el de mamones hasta el de la fase de acabado, en un porcentaje que va del 15 al 40%
«Aunque puede ensilarse maíz de primera cosecha para pastone, el maíz que reúne las condiciones ideales para ser ensilado es el de segunda cosecha; es decir, aquel que ha sido sembrado en el campo después de un cultivo de invierno, normalmente cebada, guisantes o un forraje. Lo ideal es sembrar un maíz de ciclo corto a finales de junio o primeros de julio y cosecharlo en noviembre», explican en la cooperativa catalana, que ensila más de 20.000 toneladas de grano húmedo al año.
«Nuestra experiencia en Cooperativa d’Ivars en los últimos 8 años, desde que empezamos a promover el cultivo para grano ensilado como segunda cosecha en el territorio, es que hemos aumentado las entradas de cereales de proximidad en más de un 55%, sobre todo en maíz y cebada. Esto nos ha permitido mejorar nuestro autoabastecimiento pasando de ser del 18% al 28%, y, a su vez, bajar la huella de carbono en nuestros piensos», destacan.
Proceso controlado
El grano húmedo es una materia prima de gran valor nutricional. El GMHE (grano de maíz húmedo ensilado o maíz húmedo fermentado) es el producto resultante de la fermentación anaeróbica del maíz. Rico en almidón y pobre en proteína y fibra, el maíz es una materia prima ideal para ser fermentada. Conocemos de la mano de los técnicos de la cooperativa de Ivars cómo realizan el proceso.
El proceso de fermentación tiene 5 fases diferenciadas:

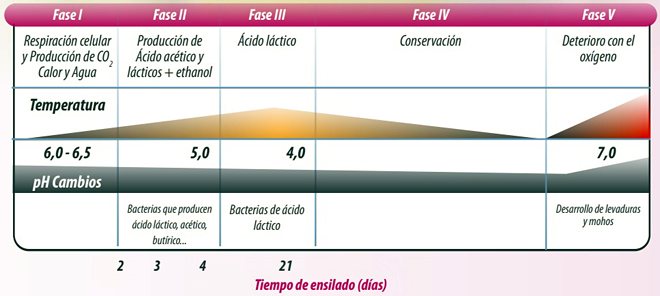
Se trata de una fermentación ácido-láctica y para que tenga lugar son necesarias 4 condiciones:
1. Humedad
Las bacterias necesitan humedad para iniciar los procesos de fermentación. Para ensilar grano de maíz, la humedad ideal en el momento de la recolección debe estar alrededor del 32%. Es en este punto donde se alcanza un equilibrio entre la completa madurez del grano y una humedad sufciente para fermentar, y es además donde conseguiremos un mayor valor de energía por kg de MS, aunque a nivel práctico se puede admitir un rango más amplio, que va del 25 al 40% de humedad.
Un exceso de humedad (>40%) difculta tanto la recolección del maíz en campo, como su ensilaje y posterior utilización, mientras que una humedad por debajo del 25% dificulta el proceso de fermentación y reduce la calidad nutricional.
La humedad ideal en el momento de la recolección debe estar alrededor del 32%. Es en este punto donde se alcanza un equilibrio entre la completa madurez del grano y una humedad sufciente para fermentar
La humedad contribuye a mejorar la degradabilidad del almidón, proteína y otros componentes de la MS. Una humedad constante durante todo el proceso de ensilado sería lo óptimo, pero esto es muy difícil que ocurra de manera natural. Algunas estrategias para conseguirlo son reconstituir con agua el maíz que entra demasiado seco o mezclar con maíz más seco el que entra con excesiva humedad.

Trituración y compactación del grano húmedo de maíz en los silos de la cooperativa de Ivars, en Lleida
La adición de agua es una opción, pero es un proceso laborioso y que requiere mucho tiempo. «Hay que tener en cuenta las grandes cantidades de agua que se deben agregar para tener una reducción significativa de MS. Solo un ejemplo: si tienes 75% de MS (25% de humedad) y agregas 100 l/t de agua, entonces terminas con 68% de MS y 32% de humedad, respectivamente. Añadiendo 50 litros de agua por tonelada, los valores son 28,6% de humedad y 71,4% de MS. No creo que nadie quiera añadir cantidades tan grandes de agua, por eso es importante elegir el momento óptimo de recolección del grano. Y si es necesario agregar agua, debe agregarse mientras se muele el grano, no es posible de otra manera, en nuestra opinión», consideran los técnicos de la cooperativa de Ivars.
2. Molturación
El almidón del maíz está protegido por el pericarpio y por una matriz proteica que inhiben el acceso de las bacterias a los gránulos de almidón. Tenemos que romper esta barrera física para que quede expuesto al ataque de las bacterias ácido-lácticas y favorecer su fermentación durante el proceso de ensilado.
La molturación es la mejor manera de conseguirlo. No es fácil moler el maíz húmedo y por eso la variabilidad en la humedad del maíz entrante dificulta una homogeneidad de molienda, y es necesario ajustar el tamaño de partícula (tamices o discos) tan a menudo como el cambio en humedad del grano que entra lo requiera.
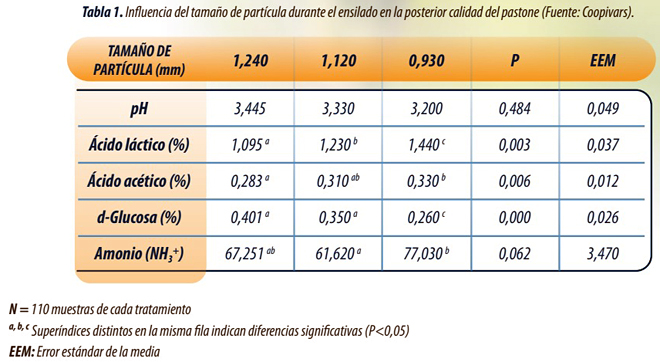 A maíces más secos, más fino debería ser el tamaño de partícula. En este sentido, los molinos de cuchillas se adaptan mejor a la humedad elevada que los de martillos. La molturación es un punto clave para obtener una buena calidad nutricional del producto. Cuanto más fino molturemos, mejor será la fermentación y la posterior calidad del producto final.
A maíces más secos, más fino debería ser el tamaño de partícula. En este sentido, los molinos de cuchillas se adaptan mejor a la humedad elevada que los de martillos. La molturación es un punto clave para obtener una buena calidad nutricional del producto. Cuanto más fino molturemos, mejor será la fermentación y la posterior calidad del producto final.
Un tamaño de partícula fino mejora tanto la digestibilidad del almidón como la de la proteína
El tamaño de partícula puede oscilar entre 900 y 1.240 micras y va a depender de las condiciones de entrada del maíz y de cuál sea su posterior uso. Si lo vamos a utilizar en un carro unifeed el tamaño de partícula no será tan crítico como si el grano húmedo va a ser usado como un ingrediente de un pienso en pellet o gránulo.
Además, un tamaño medio de partícula fina nos permitirá una mejor compactación del producto, evitando que queden bolsas de oxígeno que puedan perjudicar los procesos de fermentación anaeróbica. La compactación está estrechamente relacionada con las pérdidas de MS: a más compactación, menores pérdidas de MS.
3. Anaerobiosis
La fermentación láctica ocurre en condiciones de anaerobiosis, aunque tiene una primera fase aeróbica (hasta que se cierra el silo), que debemos minimizar para evitar pérdidas de MS y de energía. El objetivo es llegar a la anaerobiosis estricta lo antes posible.
Por este motivo, intentaremos llenar y cerrar el silo trinchera en el menor tiempo posible para minimizar el contacto con el oxígeno (este proceso es automático en los silos bolsa o big bag). Un llenado y cerrado lento puede llegar a comportar pérdidas de hasta el 11% en el ensilado de grano de maíz. Usaremos un plástico lo más impermeable posible al oxígeno para cerrar el silo. Este será un punto clave para obtener un producto de calidad y minimizar las mermas. Si el plástico no es suficientemente impermeable al oxígeno, nos podemos encontrar la capa más superficial del grano húmedo oscurecida y dañada por hongos.
El proceso de fermentación necesita 30 días o más en ausencia total de oxígeno para completarse
Si esto ocurre significa que hay más superficie afectada de la que vemos y por lo tanto una pérdida de calidad. Este oscurecimiento no debe confundirse con una coloración más oscura debido a la oxidación de la grasa por las altas temperaturas que se alcanzan en algunas regiones en verano. Esta última no es tan dañina para los animales, mientras que la primera sí.
Otro factor que nos ayudará a minimizar la fase aerobia es el inoculado del grano de maíz ensilado. El maíz de por sí ya tiene una carga de bacterias acidófilas en el momento de la recolección, así que, a diferencia de otros ensilados, no es imprescindible inocularlo, aunque sí es recomendable.
Si lo inoculamos dirigiremos la fermentación láctica desde el primer momento y reduciremos el tiempo que el ensilado necesita para bajar el pH hasta 4. De esta forma evitaremos el crecimiento de otros organismos perjudiciales en la primera fase de la fermentación. El uso de inoculantes también parece reducir las pérdidas de MS durante el desensilado. En defnitiva, si inoculamos obtendremos un producto de mayor calidad, aseguran.
4. Tiempo
Por regla general se considera que la masa ensilada se estabiliza a partir de los 60 días, desde el cierre del silo. Aunque se podría abrir a los 21 días, es recomendable esperar a los 60 buscando esta estabilidad. De no ser así, tendremos muchas más pérdidas de materia orgánica y de calidad nutricional.
El maíz empieza a fermentar prácticamente desde el momento en que es ensilado, pero no alcanzará su plenitud hasta los dos meses
Además, algunos estudios demuestran que cuanto más tiempo tengamos ensilado el grano de maíz mayor será su digestibilidad. Las proteínas hidrofóbicas (proteínas zein) que encapsulan parte del almidón del maíz se solubilizan en ácido láctico y en ácido acético, y son degradadas mediante la actividad proteolítica del ensilado, liberando así el almidón, que será mucho más accesible a las bacterias del rumen. Por esta razón, a medida que avanza el tiempo de ensilado mejora tanto la digestibilidad de la MS como la de la proteína.







